Mit Elektrostatik werden die geladenen, sehr fein zerstäubten Lacktröpfchen von dem geerdeten Werkstück angezogen. Auch Lacktröpfchen, die normalerweise am Werkstück vorbei fliegen würden, folgen nun den Feldlinien und treffen auf das Werkstück.
Mit der Elektrostatik wird ein Auftragswirkungsgrad von bis zu 95% erreicht.
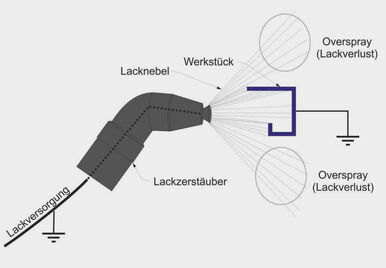
Nasslackierung ohne Elektrostatik
Beim Lackieren dient die Elektrostatik in erster Linie zum Erhöhen des TE Transfer efficiency (Auftragswirkungsgrad). Ziel ist es, möglichst viel Lack beim Zerstäuben auf das Werkstück zu bekommen. Bei der Lackierung ohne Elektrostatik erreichen oftmals nur 30% vom versprühten Lack das Werkstück und 70% werden durch die Absaugung und den nachgeschalteten Filter aufgefangen.
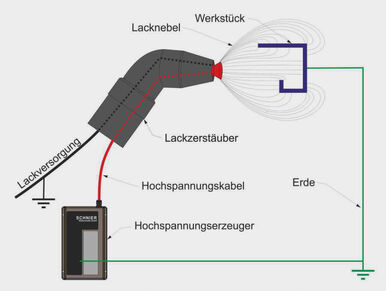
Nasslackierung mit Elektrostatik durch Kontaktaufladung
Bei der elektrostatischen Nasslackierung wird in der Regel der Lack auf Hochspannungs-potential gesetzt. Die Höhe der Spannung variiert dabei je nach Applikation, Lack und Geometrie des Werkstückes. Übliche Spannungen beim elektrostatischen Nasslackieren liegen zwischen 50.000 und 100.000 Volt. Der Lack wird entweder durch Kontakt mit der Hochspannung aufgeladen oder durch Ionisation im Flug. Bei der Kontaktaufladung wird der Zerstäuber mittels Hochspannungserzeuger auf Hochspannungspotential gesetzt und der Lack dadurch beim Zerstäuben aufgeladen.
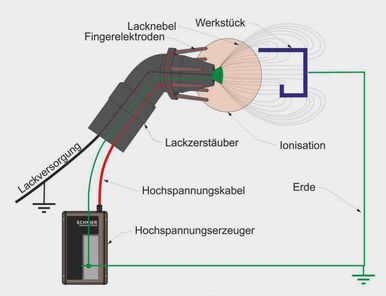
Nasslackierung mit Elektrostatik durch Außenaufladung
Bei der Außenaufladung werden die Lacktröpfchen im Flug durch Ionisation aufgeladen. Dies findet insbesondere bei der Verwendung von leitfähigen Lacken, z.B. Wasserlack Anwendung. Ein leitfähiger Lack würde bei der klassischen Kontaktaufladung einen Kurzschluss zur Erde verursachen, da die Lackversorgung geerdet ist. Alternativ wird bei der Verwendung von leitfähigen Lacken eine isolierte Lackversorgung, welche auf Hochspannungspotential liegt, aufgebaut.