In contrast to wet painting, which also functions without electrostatics, powder coating requires electrostatics. The powder particles stick to the workpiece through image charging. Powder particles, which have no charge, do not stick to the workpiece and fall down. Basically there are two methods of charging:
By ionization (Corona powder coating)
By friction (Tribo powder coating)
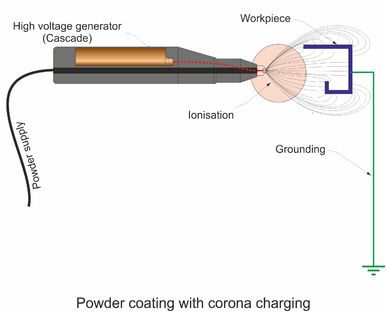
Corona-Powder-Coating
A small HS generator (cascade), which is built into the spray gun, is usually used for corona powder coating. The output range of these "cascades" is usually in the range 80-90 kV and max. 100 µA. A needle electrode at the outlet of the spray gun creates a powerful excess of ions. This leads to the charging of the powder particles. The powder particles are attracted to the grounded workpiece and adhere due to their mirror charge. Since powder particles are non-conductive, they cannot release their charge onto the workpiece and thus adhere until they melt in the oven.
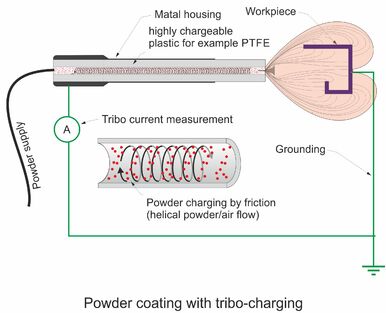
Tribo powder coating
Tribo powder coating functions without high-voltage generation. The powder particles are charged through friction. The powder-air mixture is guided in a swirl through a long plastic tube. A strong charge-generating plastic, such as PTFE, is used. So that this also does not become continually saturated and thus can no longer generate a charge, it is covered with a grounded metal sleeve, for example. The Tribo current can be measured in the ground conductor of this metal sleeve. The charged powder particles are pulled in by the grounded workpiece and stick due to their image charge. Since powder particles are non-conductive, they cannot give off their charge to the workpiece and stick until melting in the furnace.